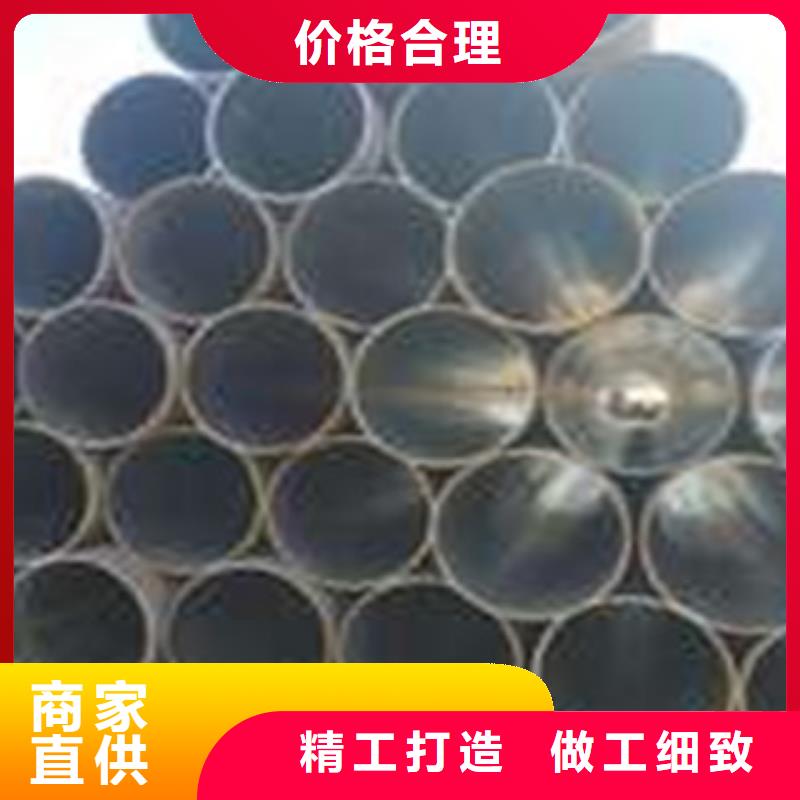
想要更直观地了解台州 本地 热扩钢管,埋地防腐钢管品质好才是硬道理产品吗??产品视频,带你走进产品世界
以下是:台州台州 本地 热扩钢管,埋地防腐钢管品质好才是硬道理的图文介绍

用途无缝钢管用途很广泛。一般用途的无缝钢管由普通的碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。.2、根据用途不同分三类供应:a、按化学成分和机械性能供应;b、按机械性能供应;c、按水压试验供应。 无缝钢管厂生产工艺①热轧无缝钢管主要生产工序(△主要检验工序):管坯及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检)→入库②冷轧(拔)。 对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。力学性能指标钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。 ④断面收缩率(ψ)在拉伸试验中,无缝钢管厂试样拉断后其缩径处横截面积的缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。计算公式如下:式中:S0--试样原始横截面积,mm2;S1--试样拉断后缩径处的少横截面积,mm2。


在穿孔同时不断和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。后经均整机均整壁厚,经定径机定径,达到规格要求。无缝管厂利用连续式轧管机组生产热轧无缝管是较先进的方法。 若欲尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。 ①热轧无缝管主要生产工序(△主要检验工序):管坯及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检)→入库②冷轧(拔)无缝管主要生产工序:。 法即将加热好的管坯放在密闭的圆筒内,穿孔棒与杆一起运动,使件从较小的模孔中挤出。此法可生产直径较小的钢管。然后进入退火流程,退火要用酸性液体进行酸洗,无缝管厂在酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。



外观上冷轧无缝管要短于热轧无缝管,冷轧无缝管的壁厚一般比热轧无缝管要小,但是表面看起来比厚壁无缝管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。热轧无缝管的交货状态一般是热轧状态经过热处理后进行交货。 热轧无缝管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。一般用无缝管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。 无缝钢管是由整块金属制成的,表面上没有接缝的钢管。无缝钢管厂根据生产方法,无缝钢管分热轧管、冷轧管、冷拔管、管、顶管等。按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、带翅管多种复杂形状。 直径达650mm,直径为0.3mm。根据用途不同,有厚壁管和薄壁管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅炉管、轴承管以及汽车、拖拉机、用高精度结构钢管。无缝钢管用途很广泛。一般用途的无缝钢管由普通的碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。



钢兴钢管有限公司凭借雄厚的资金实力、先进的管理经验、优良的销售服务、严格的质量进货管 理体系和科学的整体营销手段,与您携手并进,共同发展。 公司经营以“诚信为本、客户至上”为原则,管理上坚持以人为本,服务上以客户为尊。 我公司将凭借良好的信誉,雄厚的实力,优质的 45#大小口径厚薄壁、产品,低廉的价格服务于广大用户。


缺陷的清理:火焰清理、风铲清理、手动砂轮清理和自动砂轮清理、车削和砂带清理连铸圆管坯的低倍组织缺陷连铸圆管坯低倍组织主要由3个区组成:靠外表层的等轴细晶区、像树枝状的晶体组成的柱状晶区、中心是的的等轴晶区连铸圆坯的低倍组织缺陷对管坯的加工性能、力学性能和钢管质量产生很大的影响。 常见的低倍组织缺陷有:管坯皮下气泡、疏松、缩孔、皮下裂纹、中心裂纹、组织偏析等。管坯的皮下气泡:存在连铸坯表面的附近,形态为椭圆形。一般认为钢水脱氧不足是管坯皮下气泡产生的主要原因。一般需要对保护渣、铁合金、钢包、中间包进行烘烤、注流采用保护浇注。 对于要求更高的钢种,还要采用炉外精炼的方法对钢水进行脱气。存在皮下气泡的连铸圆管坯,在加热炉加热时气泡内表面会被氧化,轧后无法焊合就会形成钢管表面缺陷。管坯皮下裂纹:存在于连铸圆管坯的柱状晶区和表面细晶区过渡附近。 距离管坯表面3~10mm。只要此裂纹不贯通到外表面,就不会被氧化,在轧制压力的作用下会焊合。一般不会产生严重的表面质量。中间裂纹和中心裂纹:存在于连铸圆坯的柱状晶区,一般来讲中间裂纹的方向和柱状晶的方向是一致的。








 扫一扫
扫一扫