【全新视界!】电白【当地】不锈钢复合管护栏不锈钢复合管栏杆款式多样产品视频,带你领略产品新风尚!
以下是:电白电白【当地】不锈钢复合管护栏不锈钢复合管栏杆款式多样的图文介绍


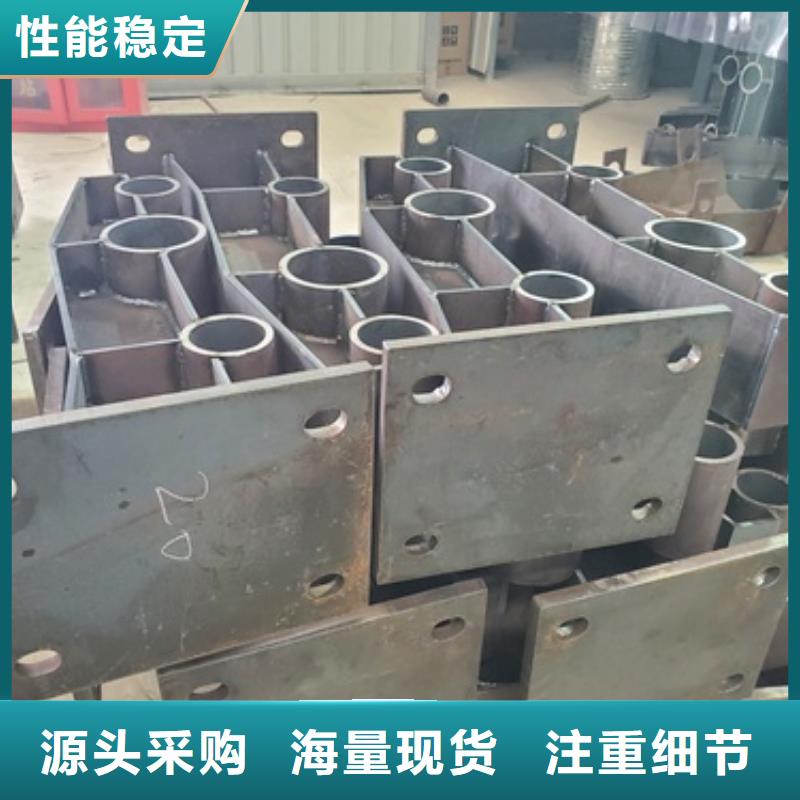
不锈钢复合管护栏安装需要注意:在防护墙内外侧确认一个平面操控点和高程操控点,并用墨线把立模方位弹出,以便操控施工;混凝土浇筑过程中、浇筑完毕后,运用水准仪操控标高。底部整理钢筋装置前底部需进行凿毛处理,运用空压式凿毛机对预制箱梁和现浇箱梁顶部进行凿毛,凿毛深度1cm,待凿毛处理完成后运用低压水枪冲刷凿毛部位,完全整理底部杂物。
钢筋装置完毕后,运用低压水枪对底部进行二次冲刷,直至无杂物。钢筋施工按规划要求进行防护栏钢筋的施工,钢筋分别在1#、2#钢筋加工场加工制造;一切钢筋半成品严厉依照图纸制造,待监理工程师检验合格后,由运输车运至施工现场;吊运钢筋半成品过程中,桥面和桥下由专人指挥吊卸,避免钢筋在吊卸过程中发作磕碰导致钢筋变形。
主筋与预埋防护栏钢筋进行单面焊接,焊接长度不小于10倍钢筋直径;横向水平筋用扎丝绑扎结实,选用梅花形绑扎,一切的扎丝有必要朝向内侧;当桥梁斜交时,加设斜角端部钢筋。每平方米设置垫块不少于4个,确保混凝土的保护层厚度42mm.
为确保护栏迎面结构高度及防撞才能,要求桥面砼铺装先于护栏施工,遂桥面砼铺装钢筋网需深化护栏30cm.模板施工模板选用小型吊车吊装、吊篮等装置,拼接缝内选用聚苯乙烯硬质泡沫板填充,并用弹性密封膏密封,宽度1cm,使接缝紧密避免漏浆



专业销售 镀锌喷塑防撞栏、。
鑫海达防撞护栏厂家
将继续秉持“追求卓越,永续经营”的经营理念,立足市场,挑战自我,服务客户,坚定不移地做中国优秀的不锈钢材料供应商。
经营宗旨:的品质和服务创造企业品牌。
经营理念:以人为本,开拓创新,持续改进,追求卓越。
质量方针:弘扬品质精神,构建完善的质量管理体系,把品质战略贯穿于公司日常工作的各个细节中。
环境方针:遵守法规,减废防污,持续改进,绿色环保。
公司理念:诚信经营贴心的服务诚心的交流,顾客满意是企业永恒的追求


公路道路护栏网制作的流程简单来说,可以分为以下几个部分:选料——下料——焊接——打磨——磷化——喷涂——包装——运输。公路道路护栏网是一种极为重要的交通基础设施,因其使用的领域,所以在它安全性及实用性的要求上更加严格。该产品必须使用优质低碳钢丝抑或铝镁合金丝为主要制作材质。道路护栏分隔功能:交通道路护栏将机动车、非机动车和行人交通分隔,将道路在断面上进行纵向分隔,使机动车、非机动车和行人分道行驶,提高了道路交通的安全性,改善了交通秩序。 当桥梁护栏松动了,我们首先余姚对桥梁护栏后面的墩连接到结实的地方,这样会很坚固,侧压力也非常好;要确定好是墩后还是栏杆,使用工具将外观看起来是后盾,较重要的是后盾要坚实,如果可以倒底部就去检查下是否是扶鼎的或者使封闭安装在墩后的;在桥梁护栏的栏杆上面安装一个螺钉可以进入到墩后面,先在小的螺杆上面导孔;当墩要固定在地板上面,下面留一部分然后栓起来,再根据应用程序,将钻的孔的通过直线上升到底部。



铬镍不锈钢焊条具有良好的耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、医疗机械制造等行业。为防止受热引起晶间腐蚀,焊接电流不宜过大,小于20%的碳钢焊条,电弧不宜过长,层间冷却快,焊道窄为宜。
不锈钢复合管护栏焊接要点及注意事项
首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极)
一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。)
保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。
从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须清除焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。
风和通风。在有风的区域,应采取预防措施堵塞网,并在室内采取适当的通风措施。









 扫一扫
扫一扫